
Die кастинг - металл кастинг процессы, анда эретелгән металл, гадәттә, алюминий, цинк яки магний кебек төсле эретмә, югары басым астында кабат кулланыла торган корыч формага укол дип атала.Соңгы продуктның кирәкле формасын формалаштыру өчен эшләнгән.


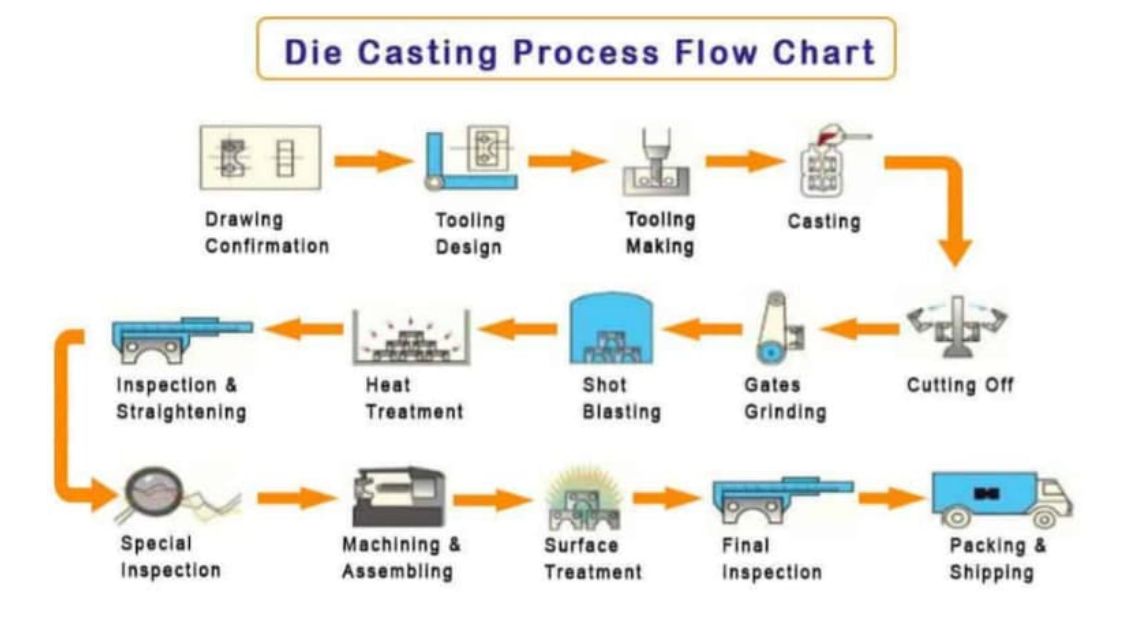
Die кастинг процесслары нинди?
Ie Дие әзерләү: форма, шулай ук форма, кастинг процессына әзер.Соңгы продуктның кирәкле формасын тудырган ике ярымнан тора, төп ярты (каплагыч үлә) һәм күчерелә торган ярты (электор үлә).
Metal Металлны эретү: Алюминий, цинк яки магний кебек сайланган төсле металл югары температурада мичтә эретелә.Эретелгән металл кастинг өчен кирәкле температурага җитә.
Ection Инъекция: эретелгән металл югары басымда үлемгә кертелә.Поршень яки плунгер эретелгән металлны чишмә, йөгерүче һәм капка системасы аша үле куышлыкка мәҗбүр итә.Басым форманы тулысынча тутырырга һәм кирәкле формага ирешүне тәэмин итә.
OlСолидация: эретелгән металл үлгәнгә укол салгач, ул тиз суынып, үле куыш эчендә ныклана.Суыту процессы металлның бертөрле һәм кимчелексез булуын тәэмин итү өчен җентекләп контрольдә тотыла.
EjEjection: Металл җитәрлек каты суытылганнан соң, ярым яртысы ачыла, һәм кастинг, шулай ук, кастинг, үле куышыннан чыгарыла.Чыгару кадаклары яки электор тәлинкәләре кастингны үлемнән чыгарырга булышалар.
ImТриминг һәм Тәмамлау: Чыгарылган үлгән кастингның читендә флэш дип аталган артык материал булырга мөмкин.Бу артык материал соңгы теләгән формага ирешү өчен киселгән.Эшкәртү, комлау яки полировка кебек өстәмә бизәү процесслары кастингның өслеген һәм үлчәм төгәллеген чистарту өчен башкарылырга мөмкин.
OstПост-дәвалау: конкрет таләпләргә һәм кастингның кулланылышына карап, дәваланудан соң өстәмә процесслар үткәрелергә мөмкин.Аларга җылылык эшкәртү, өслек каплау, буяу яки кастингның үзенчәлекләрен яки тышкы кыяфәтен арттыру өчен кирәк булган бүтән бизәү процесслары керә ала.
Чын кастинг процессын ничек сайларга?
Тиешле кастинг процессын сайлау берничә факторга һәм фактик ситуациягә бәйле.Менә кастинг процессын сайлаганда игътибарга лаек кайбер төп фикерләр:
Материал:Кастинг өчен кулланыла торган металл яки эретмә төрен ачыклагыз.Төрле металлларның эре үзенчәлекләре, характеристикалары бар, мәсәлән, эрү температурасы, сыеклык, кысылу тизлеге.Көч, авырлык, коррозиягә каршы тору, җылылык үткәрүчәнлеге кебек өлешнең яки продуктның конкрет таләпләрен карагыз, сайланган материал өчен яраклы кастинг процессын сайлагыз.
Партиянең катлаулылыгы:Manufactитештереләчәк өлешнең яки продуктның катлаулылыгын бәяләгез.Аның катлаулы формалары, нечкә диварлары, асты юллары яки катлаулы эчке үзенчәлекләре барлыгын ачыклагыз.Кайберәүләр кастинг процесслары, мәсәлән, югары басымлы кастинг (HPDC) яки күп слайдлы кастинг, катлаулы толерантлык белән катлаулы өлешләр җитештерү өчен яхшырак, калганнары гади конструкцияләр өчен кулайрак булырга мөмкин.
Producитештерү күләме:Кирәкле җитештерү күләмен карагыз.Ди-кастинг процесслары югары күләмле производство һәм түбән басымлы кастинг (LPDC) яки түбән күләм өчен тарту көче кастингына югары басымлы кастингка (HPDC) бүленергә мөмкин.HPDC, гадәттә, зур масштаблы җитештерү өчен тагын да эффектив һәм чыгымлы, LPDC һәм гравитация үлгән кастинг кечерәк җитештерү яки прототип ясау өчен яхшырак.
Faceир өсте бетү һәм төгәллек:Кирәкле өслекнең бетүен һәм өлешнең үлчәм төгәллеген таләп итегез.Кайбер үлгән кастинг процесслары, мәсәлән, кысу кастинг яки вакуум диэ кастинг, традицион югары басымлы кастинг белән чагыштырганда яхшырак бетү һәм катырак толерантлык тәэмин итә ала.Бу процесслар өслекнең тигезлеген яки төгәл үлчәмнәрен таләп итә торган өлешләр өчен өстенлекле булырга мөмкин.
Кораллау һәм җиһазлар:Кастинг процессы өчен кирәкле кораллар һәм җиһазлар барлыгын бәяләгез.Кайбер процесслар махсус техниканы таләп итә ала, мәсәлән, югары басымлы кастинг машиналары яки түбән басымлы кастинг системалары.Сайланган процесс өчен кирәкле коралларны һәм җиһазларны алу яки үзгәртү бәясен, әйдәп бару вакытын, мөмкинлеген карагыз.
Кыйммәт һәм эффективлык:Кастинг процессының гомуми чыгым эффективлыгын һәм эффективлыгын бәяләгез.Материаль чыгымнар, кораллау чыгымнары, җитештерү циклы вакыты, энергия куллану, хезмәт таләпләре кебек факторларны карагыз.Конкрет җитештерү таләпләре өчен иң кыйбатлы вариантны билгеләү өчен төрле процессларның өстенлекләрен һәм чикләүләрен чагыштырыгыз.
Тәҗрибә һәм тәҗрибә:Сезнең оешмада булган тәҗрибәне һәм тәҗрибәне исәпкә алыгыз.Кайбер процесслар махсус белем, күнекмәләр, җиһазлар урнаштыруны таләп итә ала.Сайланган кастинг процессын уңышлы тормышка ашыру өчен, сезнең команда яки потенциаль партнерларның мөмкинлекләрен һәм тәҗрибәсен бәяләгез.

Бу факторларны җентекләп карап һәм бу өлкә белгечләре белән киңәшләшеп, сез мәгълүматлы карар кабул итә аласыз һәм конкрет ситуациягез өчен иң кирәкле кастинг процессын сайлый аласыз.
Сямэн Руйченга шундый көчле тәэмин итүчене консультациягә рәхим итегез, сез профессиональ киңәшләр алырсыз!
Пост вакыты: Февраль-05-2024